|
 |
|
|
 |
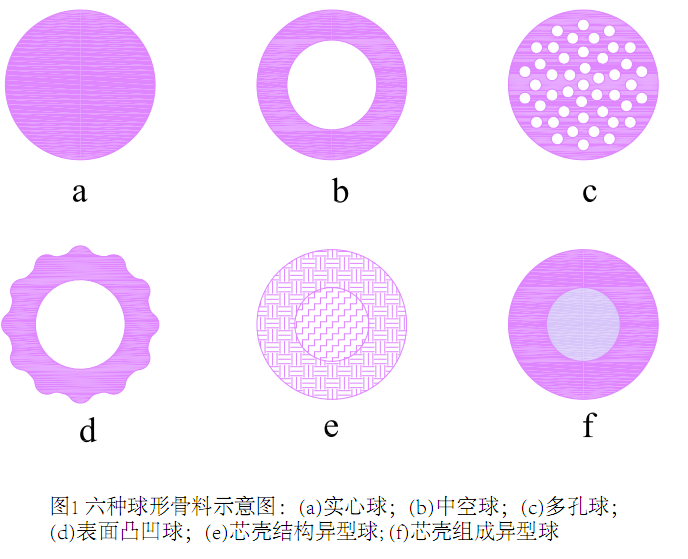
�����ͻ���ϡ�����(y��u)Խ�ԡ������Ժͽ��������l(f��)�����ڣ�2020-10-24��e:��˾�����g�[��: 3595 times �����ͻ�����c���y�IJ�Ҏ(gu��)�t�Π������ȣ����Ъ��ص����ܣ���Ҫ�����������ԣ����������ܶѷe�ԣ����ȷֲ����Եȡ������ι����m��ȡ�����y���ϣ����������ͻ���ϵ�ʩ���Ժ�ʹ�����ܣ���������ע�ϲ�����ݔ�ͺ����ӵ�Û�������Ɲ�ע�������ԣ��@�ø��������ܽY������߿��g�Եȡ��������ι��ϵļ��g�����Ժͽ��������Pϵ�ܷ�õ��ƏVʹ�õăɴ�Ҫ�ء�����̽ӑ�˿��������a���ι��ϵļ��g;�����������@Щ�������a���ι��ϵijɱ��c��Ҏ(gu��)���a��Ҏ(gu��)�t���ϵijɱ����˱��^�����������������\�î�������P���g������������ι������õ�ԭ���c���y��Ҏ(gu��)�t�������õ���ͬ����ƣ�����ǰ�ߵĻ��M�������ں��ߵġ��@Щԭ�Ͽ����Ǿ����ϡ��ϳ��ϡ����W�ἃ�ϻW����M�ɶ��Ƶ�ԭ�ϡ����ι��ϵă�(y��u)Խ�ԡ������Ժͽ����ԵĽY�ϣ�ʹ֮����ȡ�����y��Ҏ(gu��)�t���϶��ɞ�δ���������ͻ���ϵ���Ҫԭ�ϡ� 1. ǰ�� �ߜع��I(y��)�İl(f��)չ��Ҫ�������ͻ���ϡ����ς����o�����F�ڰ������g���ͻ���ϼ��g�l(f��)���˿��^�췭�ظ���׃����������ͻ������Ȼ���H�H����Ȼ�V�����ϵĺ��Ο������Խ��Խ���ǽ��^�����OӋ������ĸ߶���Ʒ���ͻ������һ��C�ߜع��I(y��)�����\�������ߜع��I(y��)ijЩ���g�M����ʹ�ܲ��ϣ�ʹ���T����F��ˮ�ࡢ��ɫ���١��������մɼ����N�Cе�������aƷ�������ӹ��ɞ���ܡ� �L���ԁ����ͻ�������ܵĸ��ƺ̈́�(chu��ng)�£����������ڻ��|���档���ͻ���ϵĘ��ɣ���������Ҫ���֡��������������ԡ����Ϻͻ��|������ã��ںܴ�̶���Ӱ��ͻ���Ʒ�����w���ܣ�����б�Ҫ���ͻ���Ͻo�ڸ�����Pע��������2015��9����«�����մɌW��ͨ��»�ϰl(f��)�ģ�������ͻ���Ϲ��̵�����1�����^�ͻ���Ϲ��̰����OӋ����������ض��Π�ض��@�Y�����ض����W�M�ɵ��ͻ���ϣ�ʹ֮��ʹ���аl(f��)�]zui��Ч�ܡ���������˰�������ؘ����ͻ���ϣ�����������ι��ϣ���D1��ʾ��ԓ������ι��Ͽɳɞ��ͻ���Ϲ��̵����У�����ȡ���ΠҎ(gu��)�t�Ă��y���ϡ��S�����Ϲ��̼��g���M�����e�nj����σȲ��ͱ���Y���Ķ����OӋ�����o���P�ͻ���Ʒ��������(y��u)��ʹ�����ܡ����ܷ�ɹ��؏V���������ι��ϣ�ȡ�Q�������ڑ����ϵă�(y��u)Խ�ԡ����a���g�ͽ����Ŀ����ԡ�����̽ӑ���������a���ι��ϵļ��g;�����������@Щ�������a���ι��ϵijɱ��c��Ҏ(gu��)���a��Ҏ(gu��)�t���ϵijɱ��M�б��^������
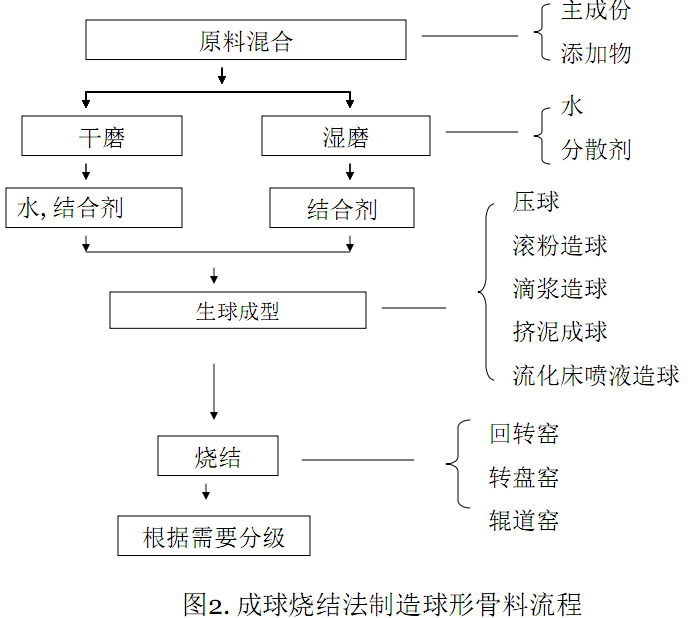
2�������ͻ���ϵă�(y��u)Խ�� �����������õ������Ԟ��˂�����֪����������ИI(y��)���á��缼�g�մ��ИI(y��)���մɷ��w����������������ͣ������@����ʹ�ò������@�U��Ϳ�ϡ������ИI(y��)��ʹ���������ϣ��ȵȡ����ι������ͻ�ע�Ϻ͇������Ќ���������֮�أ�������������Û������������ԣ����ƽY�������Եȣ�������������ע�ϡ�������ע���m�����Π���s���y�Ԍ�ʩ��ӵIJ�λ���ߵ��������Dz��Զ������P�I����ʹ�ò�Ҏ(gu��)�t���ϵ����Ϸ����У����_���������ԣ��˂����ò����ü�����7�������X8��������9�ȳ����ۡ���ˣ����H���Ӳ��ϳɱ���߀�Ӵ����r�w�ڸߜ��µ��w�e�տs���mȻ����������������Û�ԵV����{��ʯ��V��ȣ��ɵ���һ�����տs�������܌�ijЩ��ע�϶��ԣ������ߜ�ʹ�����ܲ������������y�Ծ����ɢ����ɝ���ϵ��^���z��Ҳ�ǂ��y��ע�����R�Ć��}����˷�֮��������������N�r�������F�����ӄ�������Ҳ�����˲��ϳɱ��������܌����������ͭh(hu��n)�����һ����Ⱦ�����������ι��ϣ��t�������ü��ۺͳ����۵���r��ʹ?ji��)�ע���_�����õ������ԣ�߀�ɜp����ˮ���������ګ@�ø����ܶȣ�����r�w�ď��ȡ� ���ι��ϵ����ȼ��������OӋ�Ϳ��ƣ�ʹ�����ι��������ګ@�ø��܌����ͻ���Ʒ���������ι������쟒�F�ߠt����ɫ�����۟��t�����࣬�t�ɜp�ٽ������w�������НB�������������Ĵ��_�����������Ĵ��_�Мp�ٟᇊ����ʹ�ÿ����L���ĉ���10�������ܶȵ����߀��ʹ�����������ı��Ķ����o���Ϳױ��ͻ���ϡ��������ι�����������Ҳ���܌������ڔU���y����m�õĵط�������~���^�ȼӟ��ճ������Ч������֮̎�����ι��ϵ������Կ�������������ԣ�ʹ֮�הD�룬�Ķ��p�ق��y�����О�M�����Զ���Ę�֬�Y�τ������܄��� ���ú��m���ȼ�����пջ������ι��Ͽ��Ƴɼ��p�|�����ֲ�������ͻ��r�w�����������õ��p�|�����r�w���бȷǚ����Բ��ϸ��õĸ���Ч�������ǰ���еĚ�״��˴˹������]���ɜp�ٸߜؕr�Č������ᡣ�����Ը����r�wҲ�и����Ŀ����g�ԣ����g�Խ��|��Ȳ������ͨ���p�١��������p�|�����Ƴɵĸ����r�w�Ȃ��y����p�|����߀���и��ߵď��ȣ��@����飨1�����σȲ��Ě�מ���]�������ɑ������У�ʹ�����ι��������ď��ȱȂ��y�p�|���ϵĸߣ���2�����ι��ϱ���]�м��J��ǣ������ڹ���-���|������F�������ж��ƉĹ����c���|�ĽY�ϣ���3���������ι����Ƴɵĸ����r�w�У�����֮�g�o�ܽY�϶�ʹ������ߡ��@�N���������õ��r�w�����m���ڸߜء���һ���ĉ����Ҡt���и��g�ԡ��������|���O��11��ʹ�Â��y�r�w��ͨ���茢�O��Ľ����⚤�������^�ߜضȣ��Է�ֹ�����Y¶������O�丯�g����ʹ�Ú����Ը����r�w���O���⚤�Ĝضȿɽ��ͣ������ڌ��F��(ji��)�ܡ���ȫ�ͷ�������� ���ι��ϵă�(y��u)Խ�Բ��H�m���ڝ�ע�ϣ�Ҳ�m���ڶ�����Ʒ�����ι��Ͽ��������ڌ������ԡ�ݔ���ԡ������ԡ������Ե�Ҫ��ߵĈ��ϡ������S�����Ϲ��̡��e�nj����σȲ��ͱ�����OӋ�����Ƽ��g���Mչ�������ό��o�ͻ���ώ�������Ԫ������(y��u)Խ���ԣ���ߜ؏��ȡ��������ԡ����g�ԡ������g�Եȡ����y�A�ϣ����ι��ό��ɞ���һ���ͻ���϶�ȡ�����y���ϣ��䝓���Ј����ڰ������εĺͲ����εĴ�����ͻ�����У�������ռ�ı����_60%���ϣ�����ʮ��ȫ���ͻ���ϵ�ƽ���������s��3800�f������12�� 3�����������a���ι��ϵļ��g���O�� �����ͻ���ϵ����a�ɲ������ڷ�����Y�������ڷ��^���������Σ���ˇ���죬�类����������N���ӵĸ��ͻ���Ʒ��ԭ�ϣ���AZS���T�u������Vɰ����ۄ��������X������䆿�����ȡ��c���Y����ͬ�����ڷ�����ĸ���ܡ����ܷ�ɞ����a���ι��ϵ������������҂�������̽ӑ����������ӑՓ���Y���������ι��ϵĿ����Ժͽ����ԡ� ���Y�����a�����ͻ���Ͽɰ���������Ҫ���E�������w�Ƃ䡢��������͟��ɣ� ��D2��ʾ��
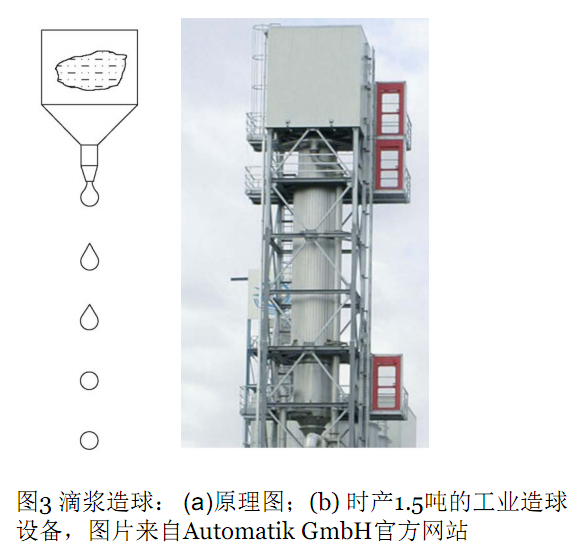
(1) ���w�Ƃ� �ͻ���ϵ�����Ҫ������ԭ����_��һ�����ȡ�һ����r�£�������200-325Ŀ�����ѿɡ�����Ҫ���a���|�������w���ȿ�����Ҫ�����������w��ĥ���մɡ��ͻ�������a�ij��칤ˇ��Ҳ�ǂ��y�ͻ��������a��Dһ���E����֪������������\���������a�^�̾Ͱ����ˌ���ͬ���e�Vʯ������ԭ�ϵĻ�ϡ�����ͼ�ĥ13���c����Ƶ�߀�кϳ��ͻ�ԭ�ϵ����a����Ī��ʯ������ʯ���⾧ʯ�ȡ����ھ����ͻ�ԭ�ϣ��������X������䆵ȣ���ĥ�^�̄t�M���ڌ��V��ԭ�ϵĻ��W�ἃ֮ǰ�� (2) ���� ����: �@�N�����ѱ������ͻ���ϏS��ʹ�ã�����������\�����ϵ����a���������������λ������14���K�ȶ���20-30mm���ڂ��y���������a�У����ɵ�������Ҫ���^���Y�����飬�ɵõ����Ⱥ��m���ΠҎ(gu��)�t�����ϡ������Á�������������ι��ϡ��Ƴɵ��������Y��ֱ��ʹ�ã����������顣 �L��������ԓ�����m���������N�����w������������������о�������ӽY����ȡ���ʹ�ù��w�ɿׄ����@�N����߀�����Á�����������������O����D�P���D�ġ����νY����������һ�_�O����һ�����ɣ����s�Y���������t��ʹ�ö��_�O�䴮���I(y��)���L�������ǻ��ʡ���ˎ���I(y��)���ʹ�õij��켼�g15��������� ���ձ����������֧�΄�������16��Ŀǰ�ĝL�������O������a�������_100��/h17���ô˷����������֧�΄������ȷ�����0.3~1mm��Ȼ��Ҳ�������m�������^�����ȵ�������1-10mm����������ϵ����ܶȺ����ζȽԿɝM���ͻ���ϵ�Ҫ�� �Ν{�������Ν{�����ԭ����������ܵ�ˮ���{Һ�����������͵������������p�����������^��Һ�Σ�����u�x�_�������䡣�������^���У����������ı��揈�����ö�׃�ɈA������Һ�ο�ͨ�^�ӟ�̻��W�ۺϹ̻������ú��ߣ��t��Ҫ���ϝ{�м����m���ľۺ����|����Һ�����ں�����ʹ�ۺ���ż�̻���ˮԡ�С����Ƴɵ���������ȡ�Q�ڵ���Ŀ���Һ�ε��ȡ������ɳɵε���r�£��ɿ���0.5mm�ĵ����Ƴɵ���������һ����2mm���ϡ������ϝ{ʩ�Ӊ�������ʩ�Ӹ��l��ӣ��ô˷��t���Ƶ�����С��0.1mm���Ν{���ɱ��Á����쌍��18�����19�����п��մ���20��Ŀǰ���еĹ��I(y��)Ҏ(gu��)ģ�����O������a����zui���1.5��/h21����������������Ⱦ��������ζȺܸߣ�������Á�������|�����ͻ���ϡ�
�D��������@�N���������Ȱѝ���m�еķ��Ͻ��D���D�ɰ���С�Σ��ٰѰ���С�����M���롣��������һ�����D��Ħ���P��С����ڱP��Ť��׃�Σ�������ײ����zui���γ��������D������m���������һ�Y�������܌�����Ҳ��ͨ�^�������м�����w������|������������ͬ�S�D��������о���Y��������22��Ŀǰ���ДD������O������a������600����/h23�� ��������������ԓ�����У��ϝ{���������������M�С�����ęC�������F�ΈF�ۡ�����Ϳ���ͼӟ�������������^��24�����^�F�ΈF�۾����ɶ��������^�F����СҺ��ֱ�ӽY�ϡ����^����Ϳ�����ǰ��F��Һ�·������N�ı����ϣ��γ�Ϳ�ӣ��S����Ϳ���M�У�Ϳ����u׃��������u�L���{��(ji��)�����l�����ɿ��Ƴ���������C��������ʹ���^�����ϝ{������C�����F�ΈF�������������������м������N��ʹ���^ϡ���ϝ{������C��t�ɱ���Ϳ�����������F�ΈF�������^���m�������a��������<0.25mm�����ֲ��^�����Ա���Ϳ���������^�̵õ��������Y�����ܶ������Ⱦ���Ŀǰ���е������������O������a�������_20��/h25�� ��3�� ���� ���D�G: ���D�G�ѱ��V�����ڸߜ؟��Ʒ۠��������ϡ���������ɰ���Y�����ӱ������������ϵı��ش���3���m���ڻ��D�G�П��Y���������ȿ�С��0.4 mm26���������������^�ض����c�G�ڵĽ��|��e�^С�������ڸG���ϳ��e�YȦ�Ŀ�����Ҳ�S֮�pС��������^������߀���еֿ�����G��������ش����������ش��ı���ʹ�������ڸG�ȵ�ͣ���r�g�ֲ�׃խ����������ߟ���Ʒ���|�����pС����Ʒ�����ܲ��ӡ� �h(hu��n)���D�P�G: �h(hu��n)���D�P�GҲ��һ�N�B�m(x��)�G�t���ڟ����^���У����ϱ����ڠt�P�ϣ��S���D�P���D�ӽ��v�A�ᡢ���ɺ���s�����^(q��)���D�P�G����늼ӟᣬҲ����ȼ����ֱ�ӻ��g�Ӽӟᣬ�ԝM����w�ğṤ��Ҫ�����y���@�N�G�t�����ڳ����w�ğ�̎������P�l���X݆���S�еȡ�������������M߀ԭ�F�����a�^��27���D4��ʾ����һ�_����̎��늻��t�w�ҵ���ԇ�D�P�G������̎������2�f����Ȼ����������̎������19�f��늻��t�w�ҵ��D�P�GҲ��Ͷ��28���c���D�G�П��Y��ͬ���������D�P�G�в����D�P�������\�ӡ����ɵ����Ͽ����ͻ�ΰ�ж����ճ�B�Ġt�P�ϵ����ϣ�ֻҪ���ǺܽY�����ɱ��ΰ�ε����t�е�ȼ�����ɱ��m���ֲ��������������G��ď��ȣ��Ķ����ⱻ�G��ش����D�P�G�ɱ����]�������YС���ȡ���ճ�B�ԵĻ��p�|�����ͻ���ϡ�
݁���G: ���@�N�G�У����������ϱ�������݁�����Ƅӵ�ϻ���С�݁���G�����ڟ��YС���ȡ�ճ�B�Ժ��p�|�����ι��ϡ��c�D�P�G��������ƣ���݁���G�П����@�ӵ����ϲ������R���ڻ��D�G���Y�г��F�ij��F��ճ�G�����ϵ����Ć��}��ʹ��݁���G���Y���ι�����Ҫ�ߟጧ�߿������ϻ���� 4. ���ι����c��Ҏ(gu��)�t���ϵ���r���^���� (1) ���w�Ƃ����r ��ǰ���������ͻ���ϲ���ֱ�ӏ�����͟��Y�V�K���ã����w�Ƃ����������һ��ͨ�ò��E���������ϳɡ����W�ἃ���M�ɶ��Ƶ��ͻ���϶���Ҫ�@һ���E����������������߀�Dz�Ҏ(gu��)�t�Π�ġ�������ι���ʹ��ͬ�ӵ�ԭ�ϣ���ԓ���E�У����w�Ƃ������M�Ñ��c���y�ͻ����������ஔ�� (2) �����^�̵���r ǰ������ˎN�������c֮���������첻Ҏ(gu��)�t���ϵķ����nj����w���ɴu����ֱ������������x����r���ȑ��DZ��^���ι��ϺͲ�Ҏ(gu��)�t���϶�������ͬԭ�ϵ����Ρ��ڴ�ǰ���£������������r�в�e����ϵ���ò�ͬ�����ӄ�����Y�τ�����ɢ���ȣ�����ͬ���ܺģ�늺ĺ�ȼ�����ģ����˹����O�����f�;S�����¡���1ʾ�����ɝL�۷�����͉��ƴu������r���ȡ���ʹ����ͬԭ���ϵ������£��@�ɷN�����������ýY�τ������ӄ��ͷN͔������Զ����Ժܽӽ�����������r���ȿ��Ժ�������������������M�ñ��^�����е����a���M�ǰ�“�Ї�����”�����ι���ġ� �����@ʾ���L������ֻ�ȉ��ƴu���Ļ��M������4Ԫ����š�Ȼ����Ҏ(gu��)�t���ϵ��Ƃ�߀��џ���ĉK���Ʒ��飬���_�����m�����ȡ����y�����\�����Ϻ͟��Y�\���K֮�gͨ����ÿ��150��250Ԫ����ŵăr�����������Ʒ������軨�M��100Ԫ/�����ϡ��c����ȣ�4Ԫ����ŵăr���ʲô���D�������ƴu�����Ļ��M����Ҳ���c����ơ� �Ν{��������Ҫ�^��ĽY�τ��ͷ�ɢ���������ԓ�����Á������p�|���ι��ϵģ��仨�M�����Ȃ��y�ĝ�ע-�l(f��)�ݷ��ߣ������y�ķ���Ҳ��Ҫ���ijɿׄ����Y�τ����̻�����ˮ���Ν{����횟����Ʒ�������ȷּ�������ʡȥ�@����Ļ��M�����ߣ��ɵΝ{������ĽY���̻��������õĕr�g�ɱȝ�ע�l(f��)�ݷ����S�࣬����ɱ����L�r�g�o������ɵĚ���w�ƺ;ۼ����M��������ϵĿ�϶�Y����͑׃���}���@�N�Y������Ʒ�|������ֽo���ι��������˸���ֵ�� �Ա���Ϳ������������������Һ�����m���ڸ��|���ĽY���ݶ����ι��ϡ����F�ΈF�۞������������������m�������켚�����ι��ϡ��c�Ν{������ƣ��ɇ��{�������ɵ��~�⻨�M�������|����ߵĸ��Ӄrֵ������ȥ�����Ʒ����Լ����ȷּ��Ĺ�(ji��)ʡ�M�Á��a���� (3) ���ɵ���r ����y�IJ�Ҏ(gu��)�t�������ɟ��Y�u�����w�������u���ğ��Y���������G���M�С�Ȼ�������ι��ϵğ��Ʉt���ڻ��D�G���D�P�G��݁���G����ɡ�ԓ�����N�G���ķNzui���m��ȡ�Q������Ĵ�С�����غ�ճ�B�ԣ�ǰ���ἰ�� �c�������G�П��Y�u�����w��ͬ���ڻ��D�G���D�P�G�П������ϲ���Ҫ�G܇�����G܇�ϔ[�u���ĸG܇��ж�u���Ķ���ʡȥһ�����˹��M�� �����^�̵��ܺĹ�Ӌ�^���s����Ҫ���]�S�����ء��I(y��)���зN�f���J�飬���D�G���Ƶ��ܺĸ��������G�ģ����ǰ�������ϵ�������^���ߵͣ����G�ڜض��^���ߵĸߡ�Ȼ���������ϵğ��Y�^֮�u���ğ��Y��ͻ���Ą����W��(y��u)�ݡ���ǰ�ߵ����ȱȺ��ߵij߶�С�S�࣬���Yǰ������ĕr�g���ȟ��Y���ߵ�Ҫ���S�ࡣ�ڻ��D�G�\���У��������������IJ�ͣ�ƄӼ����˟������ϴ��еĂ��f���Ķ����Mһ���ӿ���Y�^�̡��ɴ˿s�̵ğ��ɕr�g����Ч�����ܺġ������Ї����Ų���2014���C���ĵ��ͻ�������a����l��29����Ŀǰ���ͻ�G�t���g�����F���D�G���Ƶ��ܺĵ��������G���ܺ��ǿ��ܵġ����D�P�G��݁���G���Ƶ��ܺĹ�ӋҲ������Ƶķ�����������@�ɷN�G�У��ϴ��ĺ�ȿ��ԃ�(y��u)�����Ķ����Fzui�ѵğ��Y�l����ʹ�ܺĽ���zui�͡� 5���Y�Z ���a�����ͻ���ϵļ��g�����Ժͳ�����nj�ʩ�����@���������Ҫ���]����Ҫ���ء�����ͨ�^��һЩ�c֮���P�����е��������ϵ����a�������O���̽ӑ�f���������ͻ���Ͽ���“����-���Y”�������졣�@Щ�������O������������������I(y��)�I���������ͻ���Ϲ��I(y��)���á������ͻ���ϵ��аl(f��)�����a����“����”���еļ��g���b�䣬��Ҫ�r���ؽM���^�̣��Ķ��@�������ض���С���Y���ͽM�ɵ�����ϵĹ�ˇ�� �ԃr���ǛQ�������ͻ�������������P�I���ء��������@�N�����ϵ�ʹ�Ã�(y��u)Խ�Ժ���r�Ľ����ԡ��P�����ι��ϵă�(y��u)Խ��������ӑՓ�������и���ă�(y��u)Խ�ԕ��S�䑪���Mչ���Mһ���l(f��)�F���P�����������a��r������ͨ�^�������a�^���c���y��Ҏ(gu��)�t�������a�^�̵Č��ȣ�������r�Ľ��������˹�Ӌ�� ͨ�^���ȿ�Ҋ�������ͻ����ֻҪ���õ�ԭ�Ϻ͂��y����һ�ӻ����ƣ������a�M�Ì����c���y�����ஔ�����κͲ�Ҏ(gu��)�t���@�����ʹ����ͬ�ķ��w�Ƃ��^�̣������ڷ��w�Ƃ��ϵ��M������ͬ�ġ��ڳ������棬���ι��ϵ����a�M�ÿ��ԱȂ��y���ϵĵͣ����ǰ�ߵ�ֻ�����һ���������߄t��Љ������w���Ʒ������K�σɲ����M�������������M�ÿ��ܕ��ȉ��ƴu���Ըߣ����Ʒ������K��������M��Ҫ�ߵöࡣ�������ι���������˹��M���ܺ�Ҳ���ܱȟ��Yȫ���ϴu���͡���֮�����ι��Ͽ��Գɞ�Ȃ��y���ϸ��齛���ĸ��ͻ�ԭ�ϡ� �����ͻ���Ͼ���ʹ�����ܷ���ă�(y��u)Խ�ԣ�Ҳ���м��g�Ŀ����Ժ����a�Ľ����ԡ������c���y��Ҏ(gu��)�t������ȣ����и������������A�ڣ��S���ͻ���ϼ��g���M��������Խ��Խ��Ă��y���ϱ����ι�����ȡ����
��һ�l�����҇��ͻ��ø��X�\���x�V�ἃ��̽ӑ |
| Copyright © 2020 �㽭�L�d�����ͻ���ϿƼ��ɷ�����˾ All Rights | ���_���� >> |